or, "How to turn metal, wood, engineers, and chaos into electricity"

A 660 kW Vestas wind turbine on the Door Peninsula, Wisconsin
We were flattered when the Midwest Renewable Energy Association (MREA) hired the Otherpower.com crew to give a 6-day seminar for 15 students about how to build homebrew wind turbines. It was held in mid-May at wind power expert Mick Sagrillo's workshop near beautiful Forestville, WI, on the Door Peninsula, surrounded by Lake Michigan. Mick is a founding member of the MREA, founder and former owner of Lake Michigan Wind and Sun, teaches wind power seminars world wide, and writes on wind power for numerous national publications. He's installed over 700 wind turbines, and was awarded the US Department of Energy 'Wind Powering America' Small Wind Advocacy Award in 2005. We were fortunate enough to meet him at a wind power seminar he was teaching last Fall for Solar Energy International (SEI).
The view from Mick's house is, appropriately, filled with wind turbines—he flies a vintage Jacobs 14 footer that's grid-tied. Every dairy farm in the area has an old waterpumper in the yard too, but the most dramatic turbines in sight are big ones—660 kW Vestas on 210 foot towers. He was instrumental in helping the State of Wisconsin and local utilities realize how much wind power potential the Door Peninsula really had available. Before Mick stepped in with advice, wind power monitoring stations around Wisconsin were often installed on short towers, fence posts, and near roadways—fine for the Highway Department, but not a realistic picture of wind power feasibility. Anemometers at key sites on tall towers soon showed that utility-scale wind power was very likely to be a success. And the resulting wind farms are far more beautiful to watch in operation than the nuclear power plant 20 miles down the road. They make less noise, too!

Door Peninsula wind farm, quieter than the local nuclear power plant!
The Students and Instructors
We had an excellent mix of students, all highly motivated and wanting to learn how to build a wind turbine from scratch. About half the class were practicing mechanical engineers, who had to explain to us that no, they didn't drive trains for a living! We also had a band instrument repairman, an EMT, a carpenter, an ER doctor, an IT specialist from the local ISP, and more. Three staffers from the MREA also took the class. Only one student already lived completely off grid, the others were considering it for their homes in the future, considering grid-tied applications, or wished to provide power for remote vacation property. Most were from Wisconsin, Minnesota and Michigan, with one student from upstate New York and another from Kansas. We had the longest drive – 1200 miles each way.
The mixed group of job specialties and outlooks really helped us three instructors, Dan Bartmann (owner of otherpower.com), myself, and George Clous (our otherpower.com windmill shop foreman). The idea was for us to keep our hands clean and off the workpieces, since these folks were paying for the privilege of learning how to do each step in building a wind turbine. Mick scolded us if he found our hands too dirty...so we tried to circulate around to each work station, show how things were done and how to use the tools involved, and prevent screw-ups before they happened.
The class also served as the testing ground for our new book, "Homebrew Wind Power," due to be published in Fall 2006. We had enough of the first draft manuscript printed so that students could use it as a textbook for constructing the turbines.
The Project
We decided on an ambitious plan—have the class build three turbines during our six days, and plan to fly one of them on Mick's test tower. We chose the 10-footer for the test flight, since it's completely dimensioned, illustrated and discussed in our book. We picked a a big 15-footer and a cute little seven-footer for the other two turbines, which also gave DanB a chance to focus our theory lectures not just on how wind power and the 10 footer work, but on how we come up with the designs in the first place. Taking a successful turbine design and scaling it up and down is a challenge, and the resulting theory and math were useful to all involved. Our big challenge, though, was coordinating these 15 eager students so that all the various parts of the project were ready for assembly at nearly the same time.
Blades
For the 10 foot and 15 foot turbines, we brought laminated cedar blade blanks out from Colorado with us. The blades for the 10 footer were simply laminated and nothing else. For the 15 footer, we had our blade fabricator Scotty taper them to length on his big-throated bandsaw and brought them out that way. It ended up that we didn't have a bandsaw available at the workshop, so this was fortunate – there's a lot of wood to be removed just to taper the blades for a 15 foot machine. As it turned out, DanB and George were able to make some emergency repairs on Mick's beautiful antique bandsaw, and students got to taper the thickness of two of the 5 foot blades that way. After the bandsaw was removed from service again, the last blade (and all three for the seven foot machine) were tapered with a handheld power planer.

'Wow, my coffee sure has a gritty, resinous taste this morning!"
This worked out well, as we wanted to demonstrate that only a minimum of power tools are needed to make a turbine. It COULD be done with only hand tools and no electricity, but would be much more time consuming. The combination of a bow saw for cutting the deep kerfs near the blade root, a drawknife for rough shaping, a power planer for bringing things down to their exact proper thickness, and a power palm sander for finishing proved to be fast and efficient. We started two groups of students on 7.5 foot and 5 foot blades on day one, to be sure they would be finished in time. Our group of students were extremely excited to both learn and teach—so after someone mastered, for instance, how to carve and shape a blade, they then taught another group of students how to handle the tools, what to watch out for, and such.

A bow saw turned out to be an easy way to make the straight, deep kerfs at the blade roots
An example was roughing out a blade with a drawknife—since the knife can take a plunge into twisting wood grain, it's best used only when lots of material must be removed. A mistake with a drawknife when the blade is nearly finished can mean scrapping the entire blade blank, so it's best to switch to the power planer, then move on to the sander. One five foot blade ended up too thin at the tip, but a simple fix of laminating a thin piece of wood to the trouble spot with epoxy and sturdy clamps solved the problem—it was easy to taper and carve the blade down to proper size the next day.

Clay from the MREA uses a mallet and chisel to remove the chunks that were kerfed with the bowsaw.

Josh from the MREA carves the airfoil on the back of the blade with a drawknife. Anyone who starts making blades will quickly become a ‘connoisseur’ of drawknives. Bad ones make your life miserable.
The 7.5 foot turbine blades were a lot of work, with lots of material to be removed. They took all week, with different people rotating into blade carving chores. The 3.5 foot blades for the 7 foot machine were a quick, fun project. We didn't bring wood for them with us, and we enjoyed the very rural setting of Mick's shop and nearby Algoma, WI so much that we were loathe to drive to the 'big city' (Green Bay or Sturgeon Bay) to locate suitable wood at a lumberyard.
So, while DanB and George distracted Mick and his wife, I 'borrowed' Mick's cordless drill and proceeded to start pulling up redwood boards from his deck in a non-chalant manner. Fortunately, Mick had some extra redwood in his garage and stopped me before I'd done too much damage. We don't usually recommend using redwood for blades, but the boards we found had nice, tight grain and few knots. Redwood is easy to carve, and we were not too worried about strength because the blades were only 3.5 feet each. They came out beautifully—in fact, ALL the blades were carved to near-perfection. We were impressed!

Three nicely-carved wind turbine blades, each 5 feet long.
We specify in our wind turbine design that the owner should maintain the machine at least once per year, either in place on the tower top or by lowering it to the ground on the tilt up tower. Greasing all bearings and checking for loose nuts and bolts annually is extremely important, and since the owner built the turbine it's an easy chore.
We simply use many thick coats of boiled linseed oil on our turbine blades here in Colorado. Folks in other areas of the country may need something stronger—or they may not. But with yearly maintenance, any problems with a choice of finish will become apparent before they become serious issues. Giving the blades a couple fresh coats of linseed oil every year is also a simple chore. High-end enamel automotive paint, with the proper priming system, is what's usually specified for wooden wind turbine blades, and that's what Mick used at Lake Michigan Wind and Sun for finishing their replacement Jacobs blades. It's a big expense and difficult to apply properly in a home workshop, so here we stuck with linseed oil. It is interesting to see what results folks all over the world, in vastly different climates, are having with various blade finishes—many are sharing their information on the internet. (See 'internet resources' at the end of this article for homebrew wind power discussion groups and mailing lists)

Applying linseed oil to the big blades
Building the Tools
A few specialty tools are needed for building a turbine, so while part of the class went to build blades on day one, the rest starting building molds and a coil winder. Mick's shop is split between woodworking and metalworking areas, which was excellent for us. The molds for the stator and the magnet rotors are constructed from plywood, and bandsaw is the best way to cut them accurately. We didn't have one available for day one, so the molds were cut out with a table saw and handheld power jigsaw. Both the 7 foot and 10 foot machines use the same molds, and the 15 footer requires different (larger) molds for both magnet rotors and stator.
While the molds were being fabricated and blade carving (continually) proceeded, another crew fabricated a coil winder. With a little simple welding and woodworking, a sturdy coil winder can be made that will work for many turbines. By changing the shaped core insert piece, coils of many different sizes and shapes can be wound on the same machine. Students made interchangable cores and wound the coils for all three machines on the winder that they built.
Some of the folks who attended are already planning to build and swap out molds and coil winders as they get ready to build their own turbines, since these tools can be re-used indefinitely.

Wiring one phase of the stator.
Building the Frame
Some students had never welded metal before, so George went to work as the welding instructor. As folks became proficient, they were able to take over teaching the new ones how to weld. We've considered frame designs that require no welding before—but the potential problems of weakness at thread-coupled joints and the possibility of frame fasteners loosening from vibration have made us specify welded frames for all our sizes of wind turbine. If you don't have the knowledge or equipment to weld at home, almost any welding shop can quickly and cheaply do the fabrication for you. We've gone to having metal frame parts pre-cut and drilled with a CNC water jet cutter, and we (and others) offer these for sale. Many others have done the same—try cutting out a 12 inch diameter, ¼ inch thick steel disk with a torch, then the large center hole to fit around the bearing housing – and then get the 4 mounting holes for the trailer bearing perfectly aligned and drilled to fit the studs! It's difficult and precise, and balance is an issue when getting ready to fly the machine. Buying a pre-machined magnet rotor from any of these sources will cost a bit, but save hours of labor. But it CAN be done with only a cutting torch and grinding tools.

George demonstrates how welding should be done, as students look on.
The alignment of the various metal frame parts is critical for the furling system to function properly, and for metal to metal clearance. Here at Otherpower.com HQ, we've built jigs to accomplish this easily. We didn't bring them to the seminar, since it's not something that a home builder would likely take the time to construct. Instead, we developed some methods to lay everything out quickly for welding by starting with a level work surface and using shims, torpedo levels, protractors and swangles for layout. Magnets make excellent clamps for layout, but will greatly affect any welding done near them – they'll pull on the molten metal you are trying to lay into a joint and can ruin the weld. Our students got to learn this first hand, and got around it by first tack welding things together, then removing the magnet clamps for the final weld.
Magnet Rotor Assembly
Placing the magnets properly onto the magnet rotors is a tricky task. We brought a CNC-cut aluminum template for the 10 foot and 7 foot machine's magnet rotors, but the magnet template for the big machine had to be both laid out and cut by hand—we've only a built a couple of these big machine here, and we never made a CNC file for a big magnet template. DanM, our brass instrument repairman, took on this tedious task and came out with a perfect quarter inch thick wooden template for it.

Instructor George chuckles while Jay places a big magnet on one of the 15 foot machine’s big magnet rotors. The magnet placement template makes a nearly impossible task easy. The template is removed before resin is poured in to cast the magnets in place.
With the CNC cut templates, magnet placement is fairly easy, except for the inherent danger of strong magnets near thick steel. Everyone took a turn at placing magnets and feeling 'the force' – the magnets must alternate in polarity, and a misplaced magnet will render the machine useless. Before and after casting, we stored the magnet rotors in a safe place, away from all metalworking activities and human contact. Flying bits from welding or grinding stick to magnet rotors and are tedious to remove, and getting ones' hand trapped between a pair of rotors could be be disastrous – broken bones or worse. Completed magnet rotors are dangerous items!

A BIG magnet rotor for the 15 foot wind turbine. Danger, Will Robsinson!
Casting
With crews working simultaneously on coil winding, stator wiring, and magnet rotor construction, we ended up with all the bits needed for casting ready at the same time—two magnet rotors and a stator—excellent. We did the resin casting out in the open barn to reduce fumes, and made sure everyone wore rubber gloves. Once the hardener catalyst is added to the resin, you have a time bomb waiting to off, and any mistakes you make will be preserved for hundreds of years. Fortunately, the whole class took a break to watch the first casting session, so we had plenty of helpers when the casting crew snapped, "Nurse! Get me a stir stick and a greased mold lid!"

The Casting Operations Center. More fun than mud pies!Since it’s a critical step, everyone took a break to observe the harried casters at work – and (incidentally) fetch tools, mold lids, and clamps.
In addition to the normal Bondo brand polyester resin we've always used, we tried some new resin types that we found available in large quantities on the internet. We've always been somewhat concerned about casting strength on the 15 foot machines, and we've used West System epoxy for the big magnet rotors successfully in the past, though it's very expensive. The new epoxy we tried ended up being too brittle for comfort, so the new owner of the machine will be re-casting them. The new vinyl ester resin we tried for the big machine's stator was a success—stronger, more heat resistant, and just as easy to mix and cast.

Jay triumphantly holds up a newly-cast stator. Opening the molds the day after casting reminds us of unwrapping Christmas morning presents when we were little kids!
Assembly
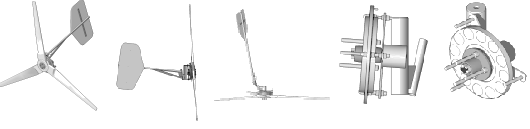
Final assembly is always a tricky part of the project. The magnet rotors are dangerously strong, and must be gently lowered into place with jacking screws. Next, the clearance between the stator and both rotors is adjusted. Then, the alternator can be tested. The first simple test is to spin the alternator by hand – it should spin freely. The next test is to short two phases with a jumper and spin it by hand—it should feel 'lumpy.' With all three phases shorted, it should resist attempts to turn it very strongly, but be very smooth to turn again. The next test is for cut-in speed. We use an optical tachometer and a voltmeter, with a volunteer spinning the alternator. The 10 foot machine we built was for a 48 volt system, so we simply recorded at what RPM the alternator hit 48 volts—that's the 'cut-in' RPM. Though the alignment of the stator coils to the path of the magnets was off by a quarter inch, the machine cut it within 3 RPM of what we predicted – 140 RPM.

DanM shows the proper look of intense concentration while slowly lowering the front magnet rotor into place on the big 15 foot machine with the jacking screws
Blade assembly is also tricky – the blades must be aligned perfectly at 120 degree angles. Once assembled, the blade assembly can be mounted to the alternator and balanced on a test stand, or even on the tower top. It was breezy that day, so we did it on test stand in the casting barn. Balancing both the alternator and the stator at the same time like this is very simple, easy and effective. Because each of the three blades was carved by different people at different stages, one blade was significantly heavier than the other two, though they looked identical. We mounted lead weights to the blade roots at different spots to correct this, and ended up with the machine fairly well balanced. Electronics
During this process, another group of students constructed the rectifier assembly to prepare for the test flight. The circuit itself is simple – a full wave bridge rectifier for each phase mounted on a big heat sink, and large terminal blocks for the connections. The tricky part is simply to make everything look neat, with no extra wire length. The result was excellent, it looked like a professional job. Yet another reason why having so many mechanical engineers on hand was great for the seminar!

The completed rectifier and terminal block assembly, built onto a big aluminium heat sink.
Test flight
Mick gave the lecture on tower raising safety, and assigned people to different tasks—watching a set of guy wires for problems like too much strain or a tangle, directing the tractor driver during the raise, and so on. The 80 foot tilt-up tower was beefy, one of Mick's designs that was sold by Lake Michigan Wind and Sun. Anyone with no task had to stand well away from the possible 'fall zone.' The ground was grassy and slippery with recent rain, so the raise was quite exciting – the tractor started to spin its wheels. Mick solved that problem by adding extra weight to the back of the tractor, and chaining student Helen's SUV to the back of the tractor too. The tractor operator was always looking at the scene during the raise, and pulling in reverse – that's the safe way to do it.

Raising the 10 foot turbine
Many students thought we were joking when we asked for volunteers who would loan us their car battery for the test flight. The machine was wound for 48 volts, and we didn't have a 48 volt battery bank available, so we put four car batteries in series with jumper cables for the test.

Four borrowed car batteries make up our 48 volt battery bank for testing, and a rectifier assembly with ammeter and shutdown switch change the ‘wild AC’ output of the wind turbine into usable form.
A band of thunderstorms was rapidly approaching off of Lake Michigan, and students nervously monitored their cell phone weather maps as we got every last detail covered. The turbine went up smoothly, dropped its tail into operating position, and immediately spun up. We had meters attached, and the turbine hit one kilowatt output (1kW) quickly and just sat there at that power output in the strong breeze. It exceeded our expectations – we would have been quite happy at 800 Watts, and we told everyone to expect only 600 Watts. However, one reason it hit 1 kW so often and easily is that our hastily-fabricated tower top adaptor and down-tower wiring made it difficult for the machine to yaw--and to furl properly, it needs to yaw. So we think it was running a bit faster than it normally would in those wind conditions (around 30 mph).

The 10 foot turbine flying!

The 10 foot turbine looks tiny when observed from the ground, 8o feet below.
The other machines
After the day of the exciting test flight, the 7 foot and 15 foot machines still needed final assembly. Both came out beautifully – the 7 footer is adorably cute and tiny, while the 15 footer is daunting in its scale. The 7 foot machine will be touring the country with the MREA at renewable energy fairs, no doubt with many questions as to why it has only one magnet rotor, and thus an incomplete magnetic circuit. The reasons are – simplicity and interchangeable parts. The small machine uses the same frame, magnets and magnet rotor as the 10 footer, and the stator is the same size. It's not the most cost-effective use of the magnets – but the magnet bill is still half what it would be for the 10 foot machine, and we could use all the same molds for building it.

The cute little 7-foot machine, ready to begin its nationwide tour of renewable energy fairs with the MREA. Don’t let turbines spin on the test stand! Short them out and tie the blades down.
The 10 foot turbine that we flew on Mick's test tower will have a new home at the MREA offices, on display for visitors. The 15 footer will soon be living on a farm in Kansas, and eventually be tied to the grid.

It’s hard to visualize just how large a 15 foot diameter wind turbine is, until you have to remove it from the test stand and carry it across the yard!
Learning to build wind turbines
We can't emphasize enough how useful seminars can be for learning to build a wind turbine. It's one thing to read a book and look at blueprints, but the actual project has many tricky procedures that are not obvious from 'book learning.' We'll be giving more seminars in the upcoming months, Hugh Piggott's seminars are excellent, and others build turbines similar to these have been giving successful seminars, too—in fact, there's an article about one of those in this issue of the ESSN, too! They range from official non-profit organizations and paying students, to free, informal get-togethers for trading turbine building advice and ideas. The best places to watch for a possible seminar near you are the various internet discussion boards and mailing lists listed below.
Internet resources
Where wind turbine enthusiasts get together to exchange ideas:
The Otherpower.com discussion board
The Axial Flux group on Yahoo
The American Wind Energy Association (AWEA) Yahoo group