
This page is about the assembly of the alternator. Pictured above we have the back magnet rotor assembled to the wheel hub with all the studs on. The back rotor lays right on the back machined surface of the wheel hub. Again (previously mentioned) -- sometimes you need to machine the wheel hub to make this possible. The studs that hold the whole alternator on (and the blades on) are 5/8 inch - 11 tpi and 7.5 inches long. We use a jam nut (they're not as tall) and a lock washer behind the back rotor. Those are tightened against a standard nut which is against the front of the wheel hub. This stuff must all be very tight. We prefer to use stainless steel hardware throughout.

First grease the bearings. Then fit the back rotor (which is assembled to the wheel hub) to the spindle and adjust the bearings. Give it a spin to make sure things don't wobble too much! This has never been a problem for us but we always check. Any run-out over 1/32 inch should probably be corrected.

After the bearing is adjusted, fit the stator. We usually get all the stator hardware tight on the stator first and then make all adjustments at the stator bracket. There's not point worrying too much about stator adjustment yet -- just give barely enough clearance so it can turn. Once the stator is roughly adjusted, run a nut down on each stud to near the bottom (almost as far down as you can run it). These will be the nuts that the front magnet rotor sits on.

We drilled and tapped 6 holes for jacking screws. 3 of these are redundant...(you only need 3 jacking screws). Make up 3 jacking screws and put them into the front rotor. Carefully lower the front rotor down (the magnetic attraction is great so be careful) so the airgap (distance from front rotor to back rotor) is about 1". Hook the alternator up through rectifiers and check the cut-in speed. It should hit the desired voltage (in this case 48V) at about 90 rpm and the gap should be about 1 inch (maybe slightly less). The stator is only 5/8 inch thick so this should give quite a bit of clearance! At any rate -- lower the front rotor so that the cut-in speed is right (nice if the machine reaches battery voltage at 80 rpm), and this should happen when the airgap (distance from magnet rotor to magnet rotor) is between 7/8 inch and 1 inch. We use a dial indicator, and adjust the 3 jacking screws so that the front rotor runs true. Once the speed is right and the rotor runs true, we stick our fingers through the holes in the front rotor and bring the 6 nuts on the studs up to meet the rotor. Then remove the jacking screws. Then run another nut down tightly against the magnet rotor on each stud. If you got all that right the alternator is finished.

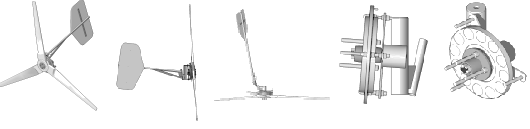
There's another picture of the alternator basically finished with the jacking screws still installed.

The blades haven't changed since the first 17 foot wind turbine. They are 6 inches wide at the tips, about 14 inches wide at the widest point near the root and the taper is straight. They are 8-1/2 feet long to make a total diameter of 17 feet. They are pitched 3 degress at the tip, and 6 degrees at the halfway point (radius =4.25 feet), and pitched to full board thickness at the root (the boards are 2 inches thick at the root). We like to put on several coats of boiled linseed oil, diluted about 25% with mineral spirits. The final couple of coats are straight linseed oil.

Pictured above we are fitting the blades to the steel hubs. The hubs have 5/8 inch holes to accommodate the studs, and there are also 5 bolts which go through each blade. We normally drill out the blades slightly oversized (11/16 inch) to give a bit of clearance and room to adjust them (measure tip to tip and make sure they are evenly spaced). Sometimes, upon final assembly we put a bit of construction adhesive on one of the hubs. This makes it difficult to take back apart but we feel the friction may help hold the blades in there. We've never had one fail yet so this step may not be needed, but it does add a bit of insurance. Wood will crush over time, so it's good to check the bolts within the first month of raising the machine and then perhaps once a year afterwards.